臥式圓瓶貼標機的技術架構與工作原理
作者:admin 發布時間:2025-07-29 15:45:09點擊:
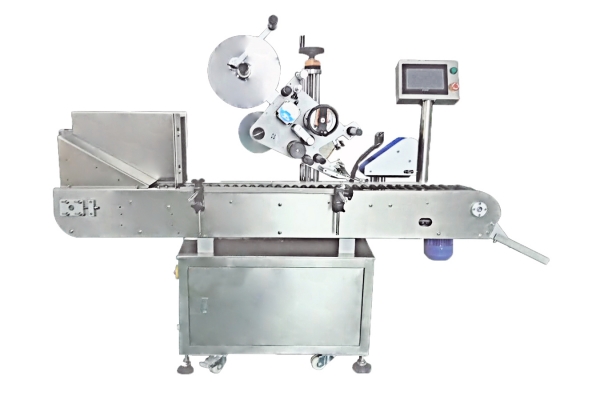
一、設備結構與核心組件
臥式圓瓶貼標機采用模塊化設計,其機械結構由九大核心組件構成:
- 分料機構:通過柔性分瓶技術實現層疊產品的單件分離,配合側臥式滾筒輸送機構確保瓶子自動導正,輸送穩定性提升30%。
- 輸送系統:傾斜15°的鏈板式傳送帶設計,配合直徑8-30mm瓶體的自適應夾持裝置,實現破瓶率低于十萬分之一的行業標桿。
- 貼標核心單元:
- 標簽繞行糾偏系統:采用三組滾筒張力控制,標帶偏移量≤0.2mm
- 剝標板結構:30°銳角設計確保標簽精準剝離,配合壓標機構實現無氣泡貼附
- 搓滾式覆標裝置:硅膠覆標輪以15N壓力進行360°旋轉,貼標平整度達±0.5mm
- 電控系統:松下PLC+7英寸觸摸屏組成的人機界面,集成德國勞易測光電傳感器,實現無物不貼標、故障自動停機功能。
- 輔助模塊:可選配熱轉印打碼機(分辨率300dpi)或小字符噴碼機,支持動態數據打印。
二、工作流程深度解析
- 供瓶階段:落料箱通過振動給料將瓶體輸送至分瓶輪,每分鐘可處理400個直徑20mm的口服液瓶。
- 定位檢測:光纖傳感器識別瓶體到位信號,觸發步進電機驅動標簽卷筒,標帶牽引速度與輸送帶線速度同步至1:1.05。
- 貼標執行:
- 標簽剝離:標帶經過剝標板時,底紙與標簽分離角度控制在25-35°
- 精準貼附:覆標帶帶動瓶體旋轉1.5圈,確保標簽首尾重疊量達2-3mm
- 壓力控制:氣動壓頂裝置施加3-5kg垂直壓力,消除圓錐瓶貼標褶皺
- 收料處理:已貼標瓶體經180°轉向機構排列,配合計數傳感器實現定數堆疊。
三、技術創新點
- 雙電機協同控制:主電機(1.5kW伺服)負責輸送帶定位,輔電機(0.75kW步進)控制標簽送出,同步精度達0.01ms。
- 智能張力調節:磁粉制動器與舞蹈臂結構組合,實時補償標簽卷徑變化帶來的張力波動。
- 快速換型設計:通過更換三組快裝導軌,可在10分鐘內完成直徑20mm至80mm瓶體的適配切換。